
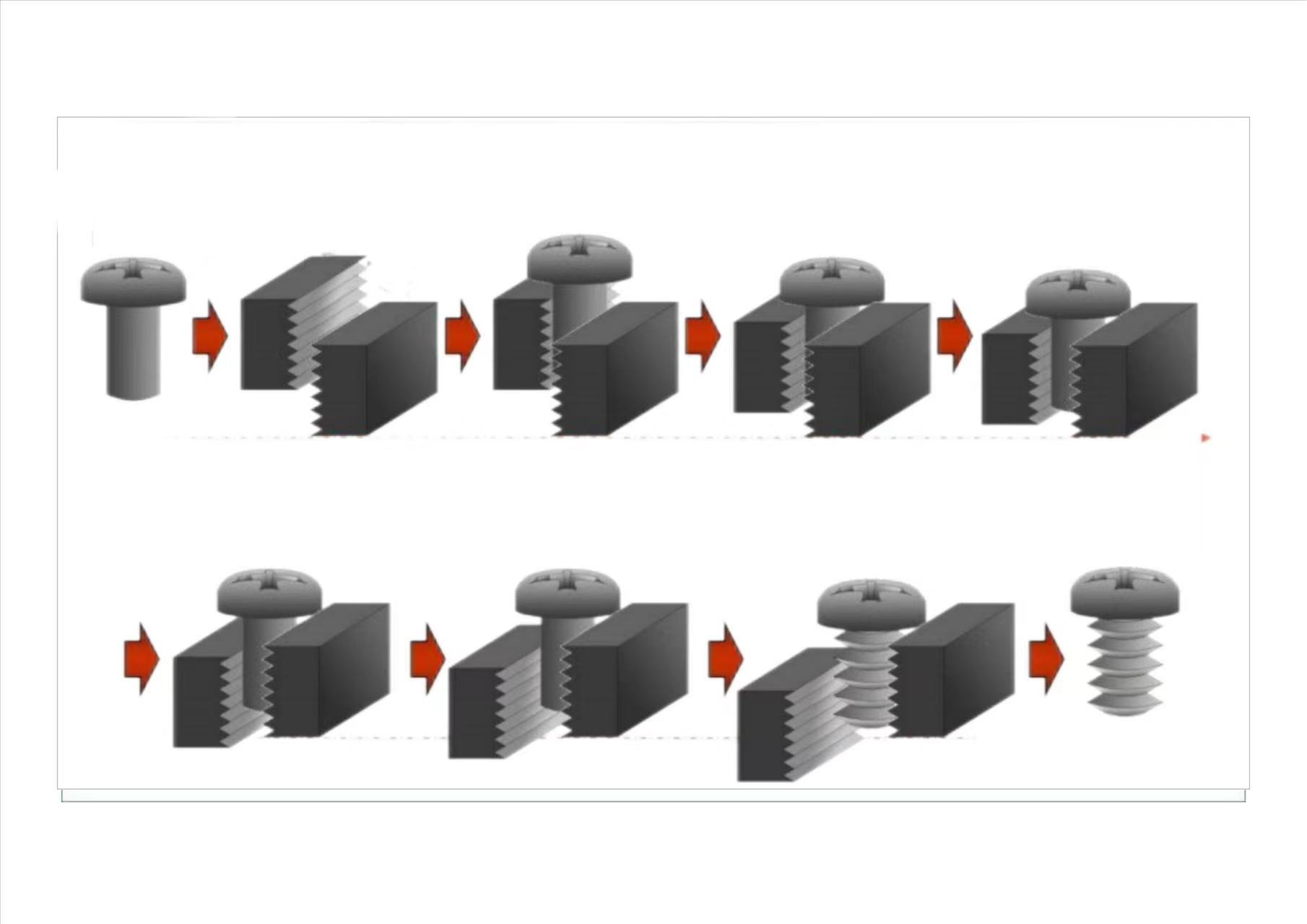
뾰족한 나사는 기계 나사와 유사하지만 나사의 나사산은 셀프 태핑 나사용 특수 나사산입니다.두 개의 얇은 금속 구성 요소를 함께 고정하여 단일 조각을 만드는 데 사용되며 구성 요소에 작은 구멍을 미리 만들어야 합니다.이 나사는 경도가 높기 때문에 구성 요소의 구멍에 직접 나사로 고정할 수 있어 구성 요소에 응답하는 내부 나사산을 형성할 수 있습니다.이러한 유형의 연결 형성은 제거 가능한 연결이기도 합니다.


스파이크 테일 나사의 준비 공정 또는 생산 공정의 첫 번째 부분은 코일링 공정입니다.공정은 원료 제조업체에서 구매한 원래 코일입니다.코일의 주요 매개변수에는 A, 브랜드 B, 이름 C, 사양 D, 재료 E, 용광로 번호 또는 배치 번호 F, 수량 또는 중량이 포함됩니다.탄소강 코일의 주요 화학 성분은 C, Mn, P, S, Si, Cu, Al이며 Cu, Al 함량이 낮을수록 좋습니다.

나사 생산의 두 번째 공정은 와이어 드로잉 공정입니다.와이어 드로잉 프로세스의 목적은 필요한 와이어 직경을 달성하는 것입니다(예: 최대 3.5mm 와이어 드로잉).
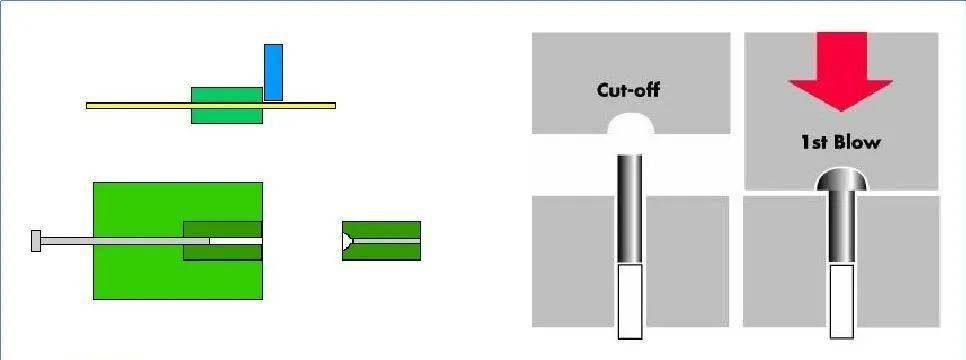


세 번째 공정은 콜드 헤딩(heading) 공정이다.모양에 대한 다이 사이의 상호 작용을 통해 먼저 와이어를 자르고 나사 블랭크로 뒤집고 헤드, 크로스 그루브(또는 다른 헤드 유형) 스레드 블랭크 직경 및 로드 길이, 헤드 아래 라운딩 등을 형성합니다.
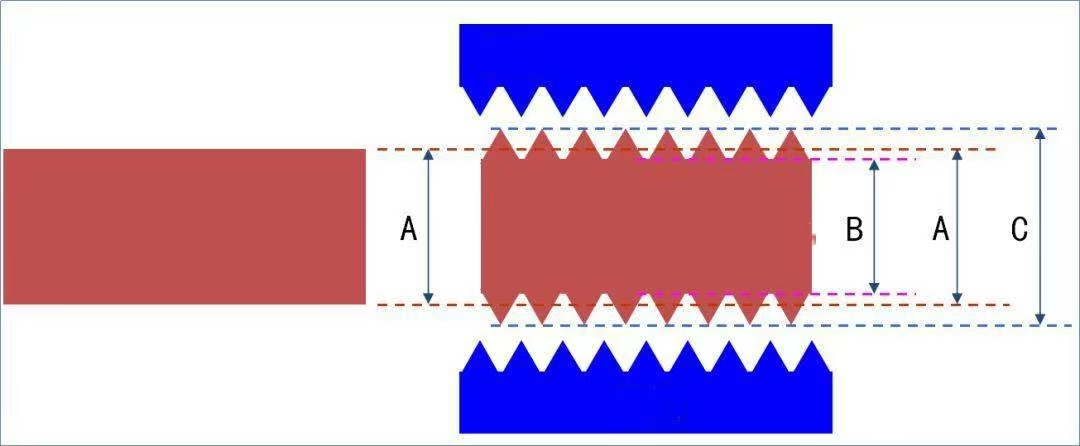

스레드 롤링 공정은 네 번째 생산 공정입니다.스레드는 콜드 헤딩 블랭크에서 롤아웃되고 스레드 패턴은 이동 및 고정 치판의 상호 작용에 의해 형성됩니다.

5, 열처리 공정
01. 목적:
더 높은 경도와 강도를 얻기 위해 콜드 헤딩 공정에서 스크류를 만들기 위해
02. 역할:
금속의 셀프 태핑 잠금을 달성하려면
비틀림, 인장, 내마모성과 같은 금속 부품의 기계적 특성을 향상시킵니다.
03. 분류:
A. 어닐링: (700℃ x 4hr): 신장 조직 - 직교 다각형화.
B. 침탄 열처리(금속 부품에 탄소를 첨가하여 표면 경도를 향상시키는 것, 탄소 함량이 낮은 금속 재료의 경우)
C. 템퍼링 열처리 (금속에 원소를 첨가하지 않고 온도 변화에 따라 금속의 내부 구조가 변경되어 더 나은 기계적 특성을 얻음) 제품의 공장, 제품 납품 및 품질의 엄격한 관리, 암묵적인 팀 등이 호주 시장 칩을 놓고 경쟁하는 이유입니다.
최종 공정은 도금이라고도 하는 표면 처리 공정입니다.도금 후 제품의 표면은 원하는 색상 효과와 표면 산화 방지 도금 효과를 나타낼 수 있습니다.

XINRUIFENG Fastener의 주요 제품은 샤프 포인트 나사와 드릴 포인트 나사입니다.
뾰족한 나사에는 마른 벽에서 나온 나사, 마분지 나사, 셀프 태핑 나사, csk 머리 종류, 육각 머리, 트러스 머리, 팬 머리 및 팬 프레임 머리 뾰족한 나사가 포함됩니다.
드릴 포인트 나사에는 건식 벽체 나사 드릴 포인트, csk 헤드 셀프 드릴링 나사, 육각 헤드 셀프 드릴링 나사, EPDM이 있는 셀프 드릴링 나사가 있는 육각 헤드가 포함됩니다.PVC;또는 고무 와셔, 트러스 헤드 셀프 드릴링 나사, 팬 헤드 셀프 드릴링 나사 및 팬 프레임 셀프 드릴링 나사.
우수한 품질, 경쟁력 있는 가격 및 적시 납품은 우리 성공의 세 가지 기둥입니다.그리고 우리는 장기적인 파트너십을 구축하고 모든 고객과 상생하기를 바랍니다.
게시 시간: 2023년 6월 28일